
超声波金属点焊机焊接机方法
超声波金属点焊机焊接方法
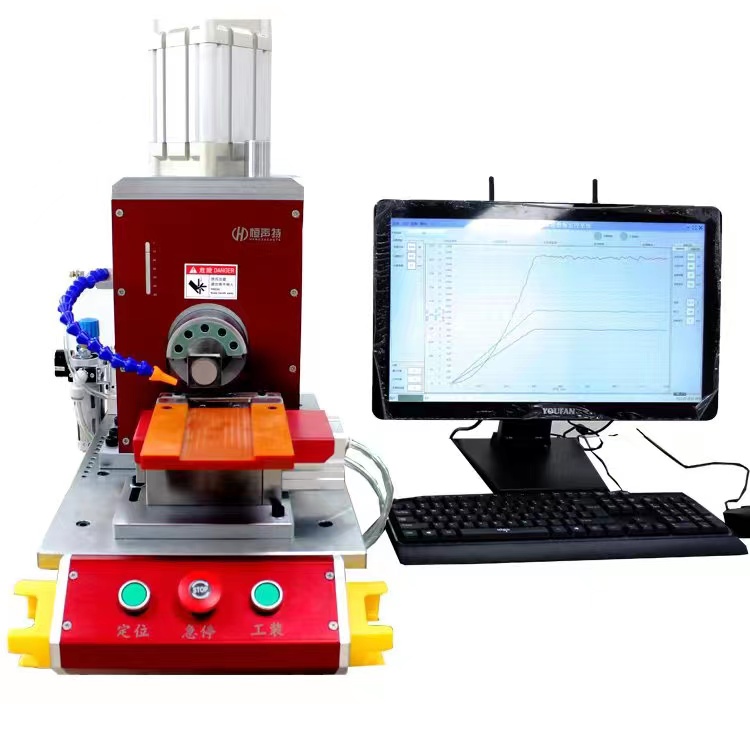
超声波金属点焊机焊接方法:
锂电池技能中,涉及到的金属焊接办法有三种:铜/铝箔到极片(foil to tab),极片到极片(tab to tab),极片到极耳(tab to bus)。其间,铜/铝箔焊接到极片上,难度最大。因为金属焊接的两端选用不同厚度和材料的金属,一端(tab)相对较厚(例如0.2mm),另一端由多层极薄的金属片构成。
超声波金属点焊机焊接的优势
该进程有几个长处。因为它是固态进程,因此习惯不同材料的组合,防止金属化合物的产生。非常适合高导电材料如镀铜材料之间的焊接。整个进程不需求高功率,焊接周期非常短,只要几分之一秒。在一次操作中可焊接多层薄材料。
相比较电阻点焊(RSW)和激光束焊接(LBW),超声波金属焊接(UMW)是锂离子电池运用中更为理想的联接工艺。RSW依靠材料的阻力来产生热量以进行联接。然而,一般用于电池工业的铝箔和铜箔具有极低的电阻,且铝箔表面构成的坚韧氧化物层,抑制RSW的运用。LBW对焊接两端的材料层空隙非常灵敏。一般阅历认为,空隙应小于材料厚度的10%,即12μm的箔片将需求1.2μm或更小的空隙,这些要求难以实现。关于超声波金属焊接工艺,则没有以上这些问题。
超声波金属点焊机焊接,将多层箔片紧固联接到极片上是可行的;焊接进程不会损坏箔片;粘合产生在箔片与极片(接头)表面,以及每个箔片与箔片之间,因此可以供给强度更高,导电更佳的金属联接;红外摄像闪现,所有接头在焊接周期内都保持在60C以下,标明该进程不会对附近的热敏元件造成损伤
无锡恒声特超声波焊接设备有限公司致力于金属超声波点焊机焊接,为客户供给专业的金属焊接解决方案及超声波焊接设备
- 上一篇: 电池镍片与多层铜箔用超声波金属点焊机
- 下一篇:新能源铜铝排焊接机的市场需求

